初略认识我国汽车用管
由于我国国民生活水平不断提高,考量高质量生活标准之一的汽车需求近年来出现大幅度增加,加上前期国家实行1.6L排量以下免购置税政策,鼓励民众持有小排量汽车;使得汽车普及率得到大幅度提高,国民对汽车的消费观念已由奢侈品转移为生活必需品;然而近几年不断攀升的交通事故也在警示我们,汽车安全性能受到更多关注。那么下面我们将详细阐述有“汽车骨架”之称的汽车用管。
一、过去十年间中国汽车产需求量

(图一)
从图一中我们可以看出从2003年至2010年,我国汽车需求总量从446万辆上升到1700万辆;年平均增长率达到26%。2008年全球经济危机蔓延至中国汽车市场,中国市场汽车需求总量逆势上升,不过增长率降至7%;2008年以后在国家大力实行小排量汽车免购置税政策带动下,2009年我国汽车需求总量攀升至1365万辆,同比去年增加463万辆,增长幅度达51%。2010年后年汽车需求总量维持在1800万辆以上的高位运行。
二、根据调研数据,目前国产轿车平均用管量约为40KG/辆,其中:无缝管25KG/辆,精密焊管15KG/辆。汽车用管在汽车里主要用在哪些部件上?《以桑塔纳为例》
| 序号 | 部件名称 | 管件名称 | 整车用管量(kg) | 序号 | 部件名称 | 管件名称 | 整车用管量(kg) |
| 1 |
操作器
|
变速操纵杆 |
0.71 | 2 | 转向轴 | 上转向轴、下转向轴 | 1.19 |
| 3 | 转向拉杆 | 拉杆、垫圈、锥形套管 | 1.03 | 4 | 前桥总成 | 轴套、轴承套管、脚踏承管 | 7.41 |
| 5 | 后桥 | 悬臂架管 | 2.69 | 6 | 等速传动轴 | 万向节求笼、空心轴管 | 1.56 |
| 7 | 前减震器 | 缸体、贮油筒 | 1.92 | 8 | 后减震器 | 缸体、贮油筒、衬套、吊环 | 2.02 |
| 9 | 转向减震器 | 缸体、贮油筒、衬套 | 0.96 | 10 | 消音器 | 前、后排气管 | 9.5 |
| 11 | 冷却水管 | 冷却水管、接管 | 0.99 | 12 | 配件 | 车门防撞管、后盖铰链用管、稳定杆 | 6.9 |
| 13 | 座椅 | 座椅骨架 | 不定 |
(表一)
部分汽车部件的具体示范图,转载自江苏丰立精密钢管官网如下:
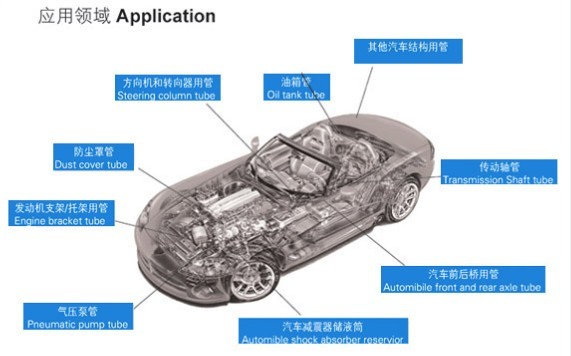
(图二)
从表一我可以看出,汽车用管在整辆汽车重量上所占比例很小,同时汽车用管总需求量在我们钢管行业总量占比也同样很小,所以很少有大型管厂及贸易商将重点放在汽车用管配套工程上,究其原因主要产量较小,很难形成高额企业创收;客户群体具有针对性,后续配套加工繁琐等。所以国内基本上以小型管厂为主,专做中低端汽车用管及后期管件加工。
三、目前国内生产汽车用管一般要达到以下要求:
1.外观美观、尺度精确
2.良好的耐腐蚀性、耐磨性;优质的焊接技术;抗疲劳性能好,稳定性强
3.部分零部件要求镀、涂以及以光亮热处理状态交货
目前国内的钢管生产企业受到工艺装备等的限制,所生产的钢管在品种、质量上难以满足汽车(特别是中高档轿车)生产的全部需要。
举例:汽车传动轴用钢管出于动平衡考虑,要求钢管的壁厚均匀,有良好的抗疲劳性能,达到一定的静扭矩值;减震器缸体管,不仅对内孔椭圆度、内表面粗糙度有严格的要求,而且要求内表面有良好的耐磨性能;转向拉杆要求有较好的冷挤压加工性能;车轿用管要求以光亮热处理状态交货。
四、
| 序号 | 按生产方式分类 | 大概生产流程 | 举例 |
| 1 | 精密无缝钢管(拔制或轧制) | 圆管坯—酸洗、检验—剪断—加热—穿孔—轧管—冷却—检验(修磨)—(微氧化热处理)—酸洗、润滑—缩管—冷拔—光亮热处理—精密矫直—切头、倒棱—无损检测—检验—防锈处理、包装—司磅、入库 | 轿车用冷拔精密无缝钢管 |
| 2 | 高精度焊接钢管(要求去内毛刺) | 板带卷—上料、开卷—夹送、矫平—剪切、对焊—活套贮料—成型—挤压、焊接—去内、外毛刺—轧光—冷却—焊缝探伤—定径—定尺切断—平头、倒棱—清洗(烘干)—矫直—无损检测—检验、喷标—司磅、入库 | 汽车排气管 |
| 3 | 将去除内毛刺的焊接钢管作为管坯继续冷加工(或最后热处理)后使用 | 板带卷—精密焊管—微氧化热处理—酸洗、润滑—缩管—冷轧(拔)—精密矫直—切头、倒棱—无损检测—检验—防锈处理、包装—司磅、入库 | 轿车减震器缸筒用焊拔精密管 |
(表二)
表二中可以看出汽车用管大体可分为焊密焊接钢管、精密无缝钢管以及焊接钢管再冷拔(或冷轧)加工三类,一般会根据汽车用管具体参数要求来选择生产工艺,诸如要求不高的汽车座椅骨架用管、排气管等可一般焊接精密钢管即可。然而对于要求较高的油缸用管一般使用精密无缝钢管。
|
按成型工艺分类 |
无缝管 |
国产 | 占比82-84% | 尺寸精度和表面精度较低,性能不够稳定 |
| 进口 | 占比16-18% | 精度要求高,小口径厚壁管和薄壁管等 | ||
| 焊管 |
国产 | 占比45% | 焊缝质量不稳定,焊缝热处理性能不均匀,尺寸精度低等一些质量特性问题 | |
| 进口 | 占比 55% | 高精度、高强度、薄壁钢管基本依赖进口 |
(表三)
随着近年来我国多家大型国企及部分实力雄厚的民营企业大力推广新型的无缝管连轧机组,同时加大科研投入,改善无缝管生产工艺,目前我们国内在汽车用无缝钢管方面基本能达到国产化,只有极少量要求极高的无缝管仍需进口。然而因国内汽车用焊接钢管大多产自小型管厂,厂家科研方面投入较少,焊接技术远达不到中高端汽车用管要求,更无力去新增新机组,所以我国汽车用焊接钢管中55%仍需要进口。
五、国内部分生产企业介绍
主要围绕上汽集团、一汽集团以及东风汽车集团等主导企业配套零部件生产需要供应专用钢管。用于普通非主流车型,钢管数量、品种、规格基本能满足要求。虽然规模较小,质量尚不够稳定,技术含量偏低,但由于价格相对较低,仍具有一定的适应市场生存能力。像无锡法斯特管业有限公司、江苏丰立精密钢管有限公司经验丰富、拥有相对稳定的客户群,不过因生产设备老化,所产汽车用管大多使用在低端领域。广东志达钢管有限公司、徐州光环钢管有限公司在轴承用管、转向器用管、油路管用管等均有涉及。隆昌山川精密焊管有限责任公司专注于减震器制造。诸如上述管厂还有很多不一一赘述。
六、
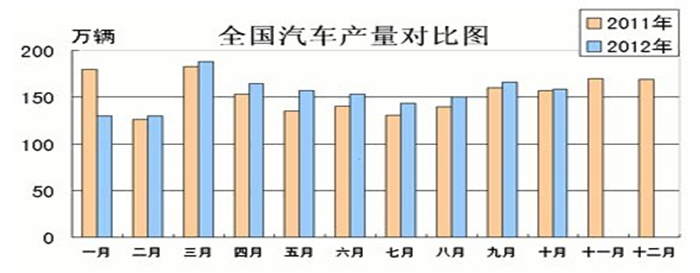
(图三)
按照图三显示2011年销售超过1800万辆轿车,按照每辆轿车需求40kg汽车用管话,则仅轿车用管总量为72万吨。所以说汽车用管总量在不断上升,加上利润相对稳定,所以汽车用管是中小型管厂值得探寻的领域。
资讯编辑:蒋学师021-26093344
资讯监督:李记红021-26093332